枪钻在数控床,或者是金属配件价格加工,到磨刀机方面的应用,由于各种因素的影响,用深孔钻加工出来的深孔不仅有偏移,还会有弯曲。但由于深孔钻头的自导向作用,孔的弯曲比较平缓。只有在对深孔提出严格的功能要求时(如枪炮),才同时要求对孔的偏移和弯曲做严格的限制。
枪钻是一种有效的深孔加工刀具,其加工范围很广,从模具钢材,玻璃纤维、特氟龙(Teflon)等塑料到高强度合金(如P20和铬镍铁合金)的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。
要想使枪钻加工深孔时能够达到满意的效果,必须熟练掌握枪钻系统的性能(包括刀具、机床、夹具、附件、工件、控制单元、冷却液和操作程序)。操作者的技术水平也很重要。根据工件的结构及工件材料的硬度以及深孔加工机床的工作情况和质量要求,选择适当的切削速度、进给量、刀具几何参数、硬质合金牌号和冷却液参数,才能获得优异的加工性能。
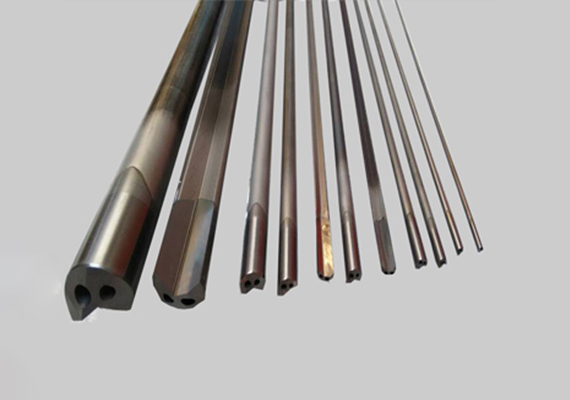
在深孔钻削的加工精度指标中,孔的偏移常常是一项重要的指标。在生产中,直槽枪钻使用得最多。根据枪钻的直径并通过传动部分、柄部和刀头的内冷却孔的情况,枪钻可制成整体式和焊接式两种类型。其冷却液从后刀面上的小孔处喷出。枪钻可有一个或两个圆形的冷却孔,或单独一个腰形孔
在以工件旋转方式钻孔中,实际钻出孔的轴线与工件旋转轴的最大偏差量称为孔的偏移量,通称“钻头走偏量”。在工件固定,钻头旋转进给加工方式中,应当以钻套和钻柄定位孔的连线作为孔偏移量的基准。目前国际上尚无统一的计量深孔偏移的标准,习惯上常以每米孔深的平均偏移量(mm\m)为标准,但从严格意义上说其科学性不足,因为当其他条件相同时,不同直径的钻头在钻孔深度相同时的偏移量更大程度上取决于“孔长径比”这一因素。